我们几乎都在讨论可降解材料"能不能降解"以及"降解得好不好"。但在材料真正进入土壤或堆肥设施之前,它必须先经历另一道关卡:被加工成有用的东西。
吹膜,是地膜、购物袋、食品包装袋等薄膜类产品最主要的生产工艺——把聚合物熔体从环形口模挤出,同时向内充气,把熔融管膜吹胀成气泡,冷却后收卷成膜。这个工艺对传统PE来说成熟稳定,但换成PBAT、PLA或它们的共混体系,工程师们往往会发现:气泡垮了,或者膜变脆了,或者两者都有。为什么?
要回答这个问题,需要先回到材料性质本身。PBAT和PLA虽然都是聚酯,都被称为"可降解",但它们的加工性能几乎是两个极端——而把这两种极端拼在一起,并不会自动产生一个理想的中间值。
PBAT太软、PLA太脆——把它们混在一起,
得到的不是完美平衡,而是一个需要精心调教的新问题。
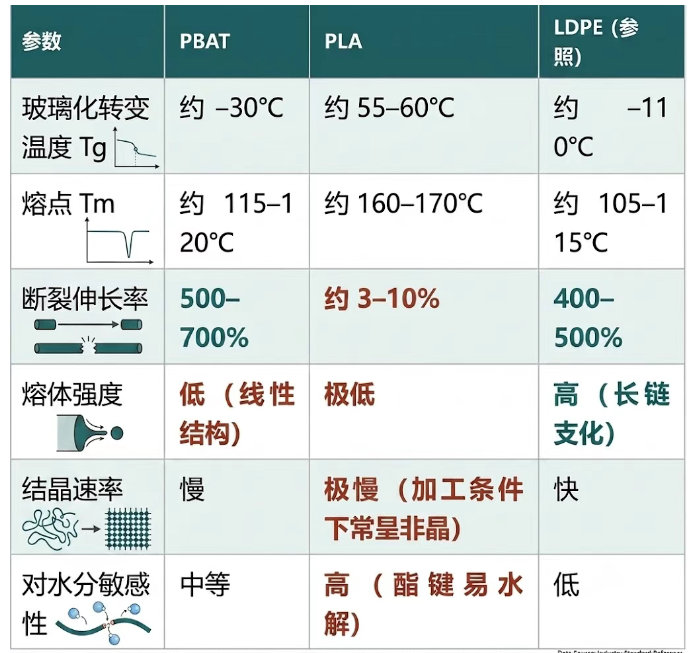
在深入讨论吹膜挑战之前,需要先把这两种材料的核心加工参数放在一起对比——差异远比大多数人预想的大:
从这张表可以直接读出两个核心矛盾:PBAT韧而无力(伸长率好但熔体强度不足),PLA硬而易脆(模量高但延展性极差)。LDPE之所以好吹,是因为它同时具备高伸长率和高熔体强度——而这两者在PBAT和PLA中,恰恰都是各自的短板。

理解吹膜挑战,需要先理解气泡稳定性的物理本质。从口模挤出的熔融管膜,在被气体充胀的过程中,会同时承受轴向(挤出方向)的拉伸和周向(膨胀方向)的拉伸——这是一种典型的双轴拉伸应力状态。要让气泡保持稳定、不垮塌、不破裂,材料熔体需要满足一个关键条件:在被拉伸时,能够产生足够大的阻力——也就是足够高的拉伸黏度。
这正是LDPE的"秘密武器":由于长链支化结构,LDPE熔体在受到拉伸时会表现出显著的应变硬化(strain hardening)——越拉越硬,天然地抵抗气泡过度膨胀和局部变薄,使膜厚均匀性得以维持。而PBAT和PLA都是线性聚合物,缺乏这种应变硬化行为,熔体被拉伸时的阻力反而随拉伸程度增加而下降,导致气泡局部过薄、最终破裂垮塌。
57°C
PLA玻璃化温度
加工窗口极窄的根源
~40%
未改性混合体系中PLA的
最高可加工比例上限
450%
过氧化物处理后PBAT
熔体流动指数提升幅度
70%
引入扩链剂后PLA比例
可提升至的上限
在实际吹膜生产中,PBAT/PLA体系最常见的故障模式可以归纳为五类,每一类背后都指向一个具体的材料或工艺机制:
故障 1气泡垮塌 / 不稳定振荡
最直接的熔体强度不足表现。气泡在吹胀区高度随机波动,膜厚均匀性差,轻则产品报废,重则生产线停机。PBAT/PLA共混体系的可加工BUR(吹胀比)窗口通常远窄于LDPE,对温度和挤出速率变化极为敏感。
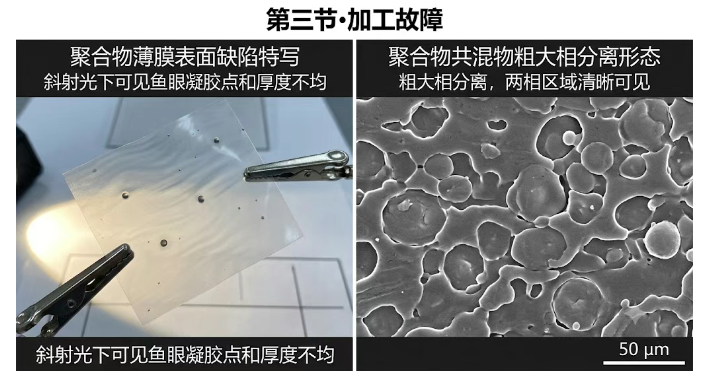
故障 2膜面鱼眼与凝胶颗粒
PLA对加工温度和水分极为敏感——加工温度过高(超过200℃)或物料干燥不充分(含水率超过200 ppm),PLA分子链在挤出过程中会发生酯键水解或热降解,导致分子量骤降、产生低分子量降解产物,在膜面上形成不均匀的凝胶点或鱼眼缺陷。
故障 3相分离形态粗化
PBAT与PLA热力学不相容,在共混时容易形成粗大的海岛相分离结构,导致膜的透明性下降、力学性能各向异性加剧,尤其是横向(TD)撕裂强度明显弱于纵向(MD)——这是PBAT/PLA吹膜体系在地膜应用中常见的结构缺陷。
故障 4静电积聚与粘连
PLA薄膜加工过程中容易产生显著的静电积聚,导致收卷困难、膜与膜之间粘连,影响下游分切与使用体验。这一现象在高PLA比例配方中尤为突出,往往需要专门添加抗静电助剂或引入表面改性措施。
故障 5晶化速率与冻结线控制失衡
LDPE吹膜的冻结线(frost line)位置相对固定、可预测,但PLA的结晶速率在典型加工条件下极慢,熔体长时间保持非晶态;PBAT结晶速率同样偏慢。这导致PBAT/PLA共混体系的冻结线位置难以稳定控制,膜的结晶度和光学性能批次间一致性差。
针对上述故障,工程实践中形成了四条主要的应对路径——它们可以单独使用,也可以组合叠加:
多官能环氧型扩链剂(代表产品:巴斯夫 Joncryl ADR 系列)是目前PBAT/PLA吹膜体系中最广泛使用的改性手段。其机理是:环氧基团与PBAT和PLA链端的羟基或羧基发生反应,一方面重新延长因热降解而缩短的分子链(链延长),另一方面在两种聚合物的相界面处生成原位共聚物,起到相容剂的作用(界面增容)。研究数据显示,引入扩链剂后,气泡稳定性显著提升,PLA在共混体系中的可加工比例从40%提升至70%,飞镖冲击强度提升幅度可达四倍。
向PBAT中引入过氧化氢等过氧化物进行反应性批混,可以通过链断裂机制(random chain scission)显著提高PBAT的熔体流动指数——实验数据显示最优浓度下MFI提升幅度约达450%。这一方法主要用于需要超细纤维的熔喷非织造布加工场景,对于吹膜,过氧化物处理需要与扩链剂策略平衡使用,防止过度降解影响力学性能。
并非所有PLA都"一样难吹"。研究表明,选用黏度比接近PBAT的PLA品级(而非高结晶度的标准PLA),能够获得更细腻的相分散形态和更好的相界面黏附——二者共同改善了膜的力学响应和透明性。此外,非晶型PLA(amorphous PLA)相比半晶型PLA,在共混体系中通常能带来更好的膜面均匀性。
加入成核剂(如LAK系列乳酸钙盐)可以显著提高PLA的结晶速率,使冻结线位置趋于稳定。研究发现,不同成核剂加入量对应的撕裂强度呈现"先升后降"的非线性规律,说明成核剂用量存在最优窗口,过量反而会因结晶度过高导致膜变脆。
扩链剂不只是"修补降解"的补丁,它同时是界面工程师——在两种不相容的聚合物之间,搭建分子级别的桥梁。
实际生产中,纯PBAT/PLA双组分体系并不常见——成本、功能性和降解速率调控的需求,往往迫使配方工程师在体系中引入第三组分:淀粉、竹粉、碳酸钙、炭黑,乃至竹炭黑(BCB)等功能性填料。这些填料的加入,在改善某些性能的同时,也带来了新的加工挑战。
热塑性淀粉(TPS)
淀粉以甘油或山梨醇增塑后可与PBAT共混,显著降低成本。但TPS亲水性强,在高湿环境下吸水膨胀,同时TPS颗粒在基体中的分散均匀性直接影响膜面缺陷率和降解速率。
竹粉作为刚性填料可提高模量,但表面极性与PBAT/PLA基体不匹配——未经处理的竹粉与聚酯基体界面黏结差,容易成为应力集中点,导致断裂伸长率显著下降。
BCB兼具炭黑的光热转化功能和竹源材料的可再生属性,加入PBAT体系后可调控地膜的吸热性能与降解速率。但与传统碳黑类似,分散均匀性是关键——团聚会直接导致膜面缺陷与力学性能下降。
无论哪类填料,界面改性几乎是必须的——硅烷偶联剂、马来酸酐接枝或预分散母粒,是目前最常见的三种相容化路径,选择哪条取决于填料类型、目标性能和成本约束。
值得一提的是,填料的加入会进一步压缩体系本已狭窄的加工窗口——熔体黏度上升、流动性下降,对螺杆设计、模头温度分布和风环冷却条件都提出了更高要求。这也是为什么在可降解填充体系的吹膜开发中,配方调整与工艺参数优化往往需要同步进行,而不是先固定配方再调工艺。
纵观本期讨论的所有挑战与解法,有一个贯穿始终的底层逻辑:PBAT/PLA吹膜体系的加工难度,根本上来自这两种材料流变特性的结构性差异——而不只是参数调节的问题。任何试图用"微调温度"或"换一台螺杆"来彻底解决这个问题的期望,都低估了这种差异的深度。
1
干燥是前提,不是选项:PLA进入螺杆前的含水率必须控制在200 ppm以下,否则挤出过程中的水解降解会让所有配方优化前功尽弃。80℃真空干燥8小时是多数文献的基准条件。
扩链剂的加入顺序影响效果:研究表明,(PBAT+ADR)/PLA的混合顺序在70/30配比下能最大化线性弹性,而PLA/PBAT/ADR三元同步混合在50/50配比下更优——说明扩链剂的混合顺序本身就是一个可设计的工艺变量。
降解也发生在加工过程中:链延长剂的引入同时会影响材料的堆肥降解速率——交联程度越高,堆肥崩解速度越慢,这意味着加工改性与降解性能之间存在真实的工程权衡,需要根据目标应用场景做出取舍。
BUR和DDR是两个独立的调控维度:吹胀比(BUR)主要影响横向取向与膜宽,牵引比(DDR)主要影响纵向取向与厚度——在可降解体系中,过高的BUR或DDR都可能因熔体强度不足而触发气泡垮塌,需要比LDPE更保守的参数区间。
吹膜,是地膜、购物袋、食品包装袋等薄膜类产品最主要的生产工艺——把聚合物熔体从环形口模挤出,同时向内充气,把熔融管膜吹胀成气泡,冷却后收卷成膜。这个工艺对传统PE来说成熟稳定,但换成PBAT、PLA或它们的共混体系,工程师们往往会发现:气泡垮了,或者膜变脆了,或者两者都有。为什么?
从"可以降解"到"可以生产",中间隔着整套流变工程
熔体强度不足是根本矛盾,扩链剂是目前最有效的系统性解法
PLA的加工窗口极窄,干燥和温控的精度决定了配方能不能跑通
填料的引入不只是成本考量,也是对加工性能的进一步压缩
加工改性与降解性能之间存在真实权衡,没有免费的午餐











