在咱们做塑料加工圈子里,经常能听到有人扯皮:“这批料又烧了,是不是螺杆压缩比选高了?”或者“怎么产能总上不去,是不是压缩比不够,压不实啊?”
螺杆的“压缩比”这个参数,听起来挺高级,其实说白了,就是物料在进料口时的体积,和到了出料口(均化段)时的体积比例。在注塑或挤出机上,最直接的看法的:进料段的螺槽深度,比上均化段的螺槽深度。
压缩比到底该怎么选,选错了又该怎么救?
一、压缩比选大还是选小?先看物料的脾气
很多刚入行的工艺员如果盲目抄大厂的参数,结果一上线就翻车。选压缩比,核心是要看你喂给它的是啥料?
1. 那些“皮实耐操”的物料
✅选高压缩比:3.0 ~ 4.5
像聚烯烃类的物料,比如 PP、PE,它们热稳定性好,不容易糊,而且熔融受热时体积收缩得厉害。这种料,你就得狠狠地“压”它。高压缩比能给它足够的剪切力,让它充分熔融,排气也彻底,出来的产品才密实。
2. 那些娇气的热敏性物料
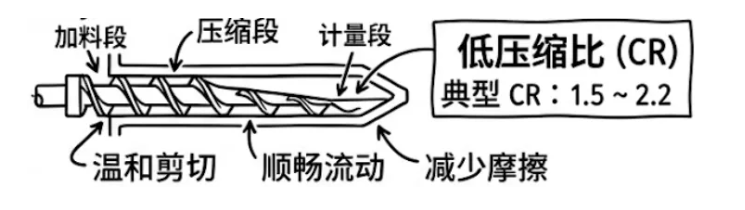
✅选低压缩比:1.5 ~ 2.2
像 PVC、PC、PA,还有加了大量玻纤的改性料,这些都是大爷。PVC 稍微热一点、剪切猛一点直接就分解开裂了;玻纤料如果剪切太狠,玻纤全给你切成粉末,起不到增强作用了。对付它们,螺杆要温柔,压缩比一定要低,让它顺顺当当滑过去就行。
3. 中庸之道的物料
✅选常规压缩比:2.2 ~ 3.0
像 ABS、PS 这类,选个 2.5 左右的通用型螺杆,基本都能跑得高高兴兴。
4.补充两类新晋“难伺候”的网红料:
PLA 与 PCR
这两年搞环保,很多厂子开始接PLA(聚乳酸)和PCR(消费后回收塑料)的单子。这两类料可以说是把螺杆压缩比的选择难度直接拉满了。
🍃PLA:必须走“温柔”路线(压缩比建议 2.0 ~ 2.5)PLA 这个料对热和剪切非常敏感,稍微压狠了、转速快了,黏度就会断崖式下跌,直接在螺杆里降解。而且它很容易吸水水解,如果在螺杆里排气压缩不合理,出来的制品太脆。跑 PLA,压缩比绝对不能大,宁可让机筒多加热,也千万别靠螺杆的暴力剪切去熔料。
♻️PCR(环保再生料):需要“因地制宜”的狠手段(压缩比弹性极大)做PCR 的朋友最头疼的往往不是热敏性,而是物料成分不纯和堆积密度不均匀。PCR 回收料往往掺杂了各种熔体的杂质,而且如果是破碎料、片材,在进料段很蓬松,这时候如果压缩比太小,物料在里面就是松散的,连压力都建不起来。跑 PCR,为了兼顾排气(把杂质气味和水分排走)和塑化,通常需要相对大一点的压缩比(比如 2.8 ~ 3.2),甚至得用专门的带有高排气、混炼性能的专用环保螺杆,否则根本做不稳。
二、怎么判断自己的压缩比选错了?
不用拆机械,看生产状态就能猜个七七八八:
❌压缩比选大了(剪切过度):机器扭矩大,电流突突往上涨;下料口不顺畅,甚至冒烟、变色(烧料,尤其是跑PLA时最明显);制品表面有黑点、黄纹,或者玻纤外露严重。
❌压缩比选小了(压缩不足):产品表面有气孔、银纹(空气和水分没排出去,跑PCR时最常见);制品密度不够,甚至有没化开的生料颗粒;产量像便秘一样,怎么调转速都上不去。
三、螺杆已经装上了,选错了怎么救?
如果是新机器订做,咱们直接找厂家改图纸就行。但现实往往是:螺杆已经躺在机器里了,货催得急,总不能马上花几万块钱重新做一根吧?
老工程师有几招打补丁的土办法,分享给大家:
办法一:动温度(最快、最省钱)
✅如果是压缩比选大了,物料剪切生热太厉害,你就把那一座(通常是压缩段到均化段)的机筒加热温度调低10~20℃。利用机筒的冷却,去压一压物料自己摩擦产生的热量。
✅如果是压缩比选小了,物料化不开,那就反过来,把机筒中后段温度拉高,既然螺杆“压”得不够,咱们就靠外部热量来凑。
办法二:改工艺(调调压力和速度)
✅压缩不足时:试着把背压调大一点。背压高了,等于在机头方向堵了一堵无形的墙,强行让物料在螺杆里多待一会儿,增加压缩效果。
✅剪切过度时:降低螺杆转速。转速慢了,剪切速率自然就降下来了,物料就不容易局部过热。
办法三:改物理形态(换换胃口)
如果换工艺都没用,只能从原料下手。比如跑 PCR 回收料时,如果因为片材太蓬松导致压缩不足、排气差,可以看看能不能先去造个粒,把大颗粒改小、改密。物料本身的堆积密度变了,螺杆对它的压缩感知也会跟着变。
写在最后
挑螺杆压缩比,别信什么万能通用螺杆。
记住一个原则:料硬、怕热、带玻,压缩比往小了选;料软、耐热、蓬松、跑PCR,压缩比往大了选。















