后台有粉丝朋友私信:
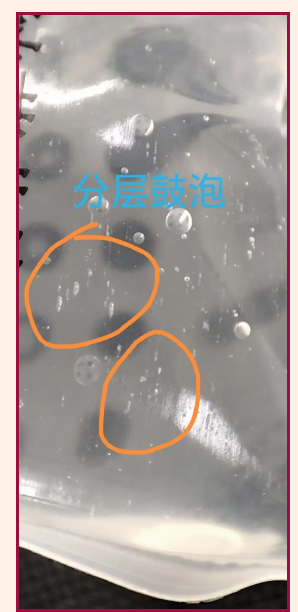
医用包装膜,PE/EMA/TPEE经电子束辐照交联,凝胶含量约60%。制袋装液体灭菌(121℃,15分钟,水浴式灭菌)后出现部分分层鼓泡。
这批医用包装膜,基材是PE/EMA/TPEE三层共挤,经过电子束辐照交联(凝胶含量做到60%),制袋灌装后送进水浴式灭菌柜,121℃蒸了15分钟——出来就成了这副模样。
这种情况其实比较常见,很大概率是跟粘合层有关系。往往同一批膜,有些配方做的就没事,有些配方做的就分层。下面,我们就从EMA的"分子级密码"里找答案。
先让我们把问题梳理清楚。
这套医用包装膜采用三层共挤结构:
PE层(外层/主体层)
↑
EMA层(粘合层/Tie Layer)← 这里是"案发现场"
↑
TPEE层(内层/热封层)
生产过程:三层共挤吹膜→电子束辐照交联→凝胶含量约60%→制袋→灌装液体→水浴灭菌(121℃,15分钟)。
灭菌后,部分袋体出现:
|
|
|
|
|---|---|---|
| 配方A(成功) |
|
|
|
|
|
|
|
|
|
|
核心困惑:为什么配方A成功,而配方B和配方C都失败了?
在分析配方之前,我们必须先弄清楚EMA到底是一个什么样的材料,它在三层膜里承担什么角色。
EMA(乙烯-丙烯酸甲酯共聚物)是把丙烯酸甲酯(MA)单体引入聚乙烯分子链中形成的共聚物。MA基团是一个极性基团——它赋予了EMA两个关键能力:
能力一:粘接极性材料。 PE是非极性的(表面能约31-33 dyn/cm),TPEE含有极性的酯基。纯PE和TPEE之间几乎完全不粘。EMA由于含有MA极性基团,可以和TPEE的酯基形成分子间作用力(偶极-偶极作用),起到"胶水"的作用。
能力二:降低结晶度。 MA基团的体积较大,插入PE链中会"撑开"分子链间的规整排列,降低结晶度。结晶度越低,材料越柔软、越透明,低温热封性越好。
数据参考: EMA中MA含量通常在9%-30%之间。MA含量每提高5个百分点,结晶度大约下降8%-12%,熔点下降3-5℃,粘接强度提升15%-25%。(来源:基于Arkema及Westlake EMA共聚物技术特性数据,Chempoint, 2025)
电子束辐照(EB)是一种高能电离辐射。当电子束穿过聚合物时,会产生两个相互竞争的过程:
过程一:交联。 高能电子使聚合物分子链上的C-H键断裂,产生自由基。相邻分子链上的自由基相互结合,形成C-C交联键,把原本独立的分子链连接成一个三维网络。这个网络的密度,就是我们常说的凝胶含量(gel content)。
过程二:断链。 电子束同时也会切断分子主链上的C-C键,导致分子量下降。这种降解反应与交联反应同时发生,两者的比例取决于聚合物的分子结构。
对于PE而言,交联占主导地位。但对于EMA,情况更复杂——MA基团的存在会改变交联/断链的比例。
关键事实: 凝胶含量60%意味着材料中有60%的分子被交联进了不溶的三维网络,剩下的40%是未交联的"溶胶"(sol fraction)。这40%在高温湿热条件下,是有可能活动、溶出或导致问题的。(来源:ebeammachine.com, "How Gel Content Measurement Validates the Efficiency of Electron Beam Crosslinking", 2025)
121℃水浴灭菌是一个极其苛刻的环境。在这个环境下,三个因素同时攻击EMA粘合层:
攻击一:高温。 121℃已经接近或超过大多数EMA材料的熔点(EMA熔点通常在70-95℃,取决于MA含量)。虽然辐照交联提高了耐热性,但60%凝胶含量并不足以完全阻止链段运动。在121℃下,未交联的40%分子链段处于高度活动状态。
攻击二:高湿。 水蒸气(尤其液体水)会渗透进入薄膜。MA基团是亲水性的——水分子会被MA基团吸引,进入EMA层。吸收水分后,EMA发生溶胀,体积膨胀率可达3%-8%。
攻击三:内应力。 PE层、EMA层、TPEE层在121℃下的热膨胀系数各不相同。PE的线膨胀系数约200×10⁻⁶/℃,EMA约250×10⁻⁶/℃,TPEE约180×10⁻⁶/℃。当三层材料以不同幅度膨胀时,层间会产生热应力。
数据参考: 根据T/CAMDI 157.1—2025《医疗器械用高分子材料和包装材料灭菌相容性指南》,蒸汽灭菌要求包装材料具有极高的耐湿热性能,多层复合膜需关注各层热膨胀系数的匹配性。(来源:中国医疗器械行业协会团体标准 T/CAMDI 157.1—2025)
分层发生的本质:当热应力+溶胀应力叠加在一起,超过了EMA层与相邻层的界面结合力时,分层就发生了。而气泡,则是分层缝隙中渗入水蒸气后膨胀形成的。
单纯使用高MA含量(29%)的EMA作为粘合层,看起来粘接力最强——MA越多,极性越大,跟TPEE粘得越紧。逻辑上没错,但忽略了一个致命问题。
MA含量29%,意味着平均每100个碳原子就挂着约7个MA基团。这些MA基团像无数个"小爪子"一样吸引水分子。121℃蒸汽灭菌环境下,EMA层快速吸水,体积膨胀。但相邻的PE层几乎不吸水(PE吸水率<0.01%),TPEE吸水率也很低——三层的膨胀率严重不匹配,界面产生巨大的剪切应力。
就好比把一块木板(PE)和一块泡水发胀的海绵(高MA的EMA)粘在一起,海绵膨胀时,粘合面上受到了拉扯,最终撕裂。
MFR 3表示这个材料的分子量较高、流动性较低。在共挤过程中,高粘度的EMA在层间界面铺展不够充分,形成的界面接触面积偏小。更重要的是,在电子束辐照时,高粘度的熔体会导致交联在微观上分布不均匀——有的地方交联密度高,有的地方低。交联密度低的地方,在121℃下的力学强度不足,成为分层的"起裂点"。
研究表明,MA基团在电子束照射下是相对敏感的基团。高能射线不仅让C-H键断裂(产生交联),也会攻击酯基的C-O键,导致侧链脱落和主链断裂。MA含量越高,辐射断链的比例越大。虽然宏观上凝胶含量仍然达到60%,但在微观层面,EMA的分子量已经大幅下降,链段之间失去了有效的"承力"能力。
配方C的思路是:用低MA(20%)保持适中的粘接力,同时加入20%的mLLDPE(茂金属线性低密度聚乙烯)来降低成本或调节加工性。但这个看似合理的"改良",引入了两个严重问题。
EMA是极性共聚物(含MA基团),mLLDPE是非极性材料。两者在热力学上是不相容的——就像油和水,不可能形成分子级均匀的混合物。
在共混料中,EMA和mLLDPE会形成"海岛结构"——一种作为"海"(连续相),另一种作为"岛"(分散相)。这种结构存在以下问题:
EMA层的核心功能是在EMA/PE界面和EMA/TPEE界面上提供足够多的MA极性基团来锚定对面层。但mLLDPE不含任何极性基团——它在层的体积中占了20%的空间,但贡献了0%的粘接力。这相当于把EMA的"粘手"稀释了20%,而界面处的有效MA密度一降,粘接强度就掉。
在121℃的高温下,本来就已经很勉强的界面结合力被热膨胀和溶胀进一步削弱,最终分层无可避免











